
An R&D Engineer’s Guide to Laser Cutting for Manufacturability and Precision
In this sponsored technical blog post, Sublime Laser explores the role of laser machining of cylindrical raw materials in medical device design and how engineers can spec and source the right solution faster.
Laser machining plays a key role in the development of intricate components for medical devices that require fine structural details in metal tubes and wires. It removes unwanted material from tubes to create finely detailed structures for stents, catheter and guidewire shafts, surgical and endoscopic instruments, and other medical device components.
For R&D engineers, understanding laser machining, particularly laser types, material properties, feature creation, base material geometry, and feature sizes, is critical to manufacturability, performance, and accelerating development.
Choosing the Right Laser Cutting Process: Femtosecond vs. Fiber
Femtosecond Lasers: These lasers vaporize and remove the base material, creating micron-sized features with little to no heat-affected zone (HAZ). Since the material is vaporized and not melted, femtosecond lasers are ideal for small-diameter or thin-walled tubes and heat-sensitive materials like Nitinol.
Fiber Lasers: These lasers melt metal to remove the material, often used for stainless steel tubing with larger diameters and/or wall thicknesses. With high energy per pulse, they cut parts faster than femtosecond lasers but introduce HAZ on and near edges, which must be removed, typically by acid cleaning. Water cooling can be added to the ID to reduce heat transfer and debris.
Material Selection for Laser Machining
Femtosecond and fiber lasers are used to cut materials such as nitinol, stainless steel (304, 316, CoCr), and others. Material selection depends on the medical device’s design requirements and laser machining compatibility.
First, tubes must have enough strength to maintain structural support during machining, as they will be close to where the laser is actively cutting (~6 inches) and need to rotate and translate. Stainless steel tubes typically provide enough strength to withstand this process.
Laser types also influence material properties, with femtosecond lasers adding little to no HAZ and preserving properties, while fiber lasers require HAZ removal.
Sublime Laser cuts cylindrical parts, primarily round tubes and wires, in diameters from ~0.007” to 0.500”, wall thicknesses from ~0.001” to 0.040”, and lengths from ~0.005” to 10’+, helping R&D engineers accelerate development.
Kerf Width in Medical Device Components
Kerf width, the distance from side A of a cut edge perpendicular to the opposite side B, is created by the laser beam and determines which features are achievable with certain cut patterns. For example, if a tube is laser cut with a single line and the laser beam’s diameter is 25 microns (0.001”), the kerf width is also 25 microns. These vary by laser type, with Sublime Laser offering kerf widths of generally 12-25 microns with the femtosecond laser and 15-50 microns with the fiber laser.
Feature Sizes and Laser Cut Patterns
Femto lasers can create incredibly precise features as small as 12 microns, enabling very fine patterns such as stent struts and rings. Fiber lasers can also create intricate features, though their kerf width, heat, and oxides somewhat limit sizes.
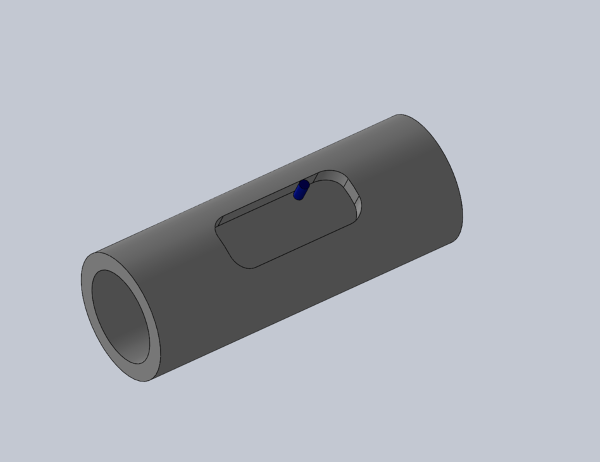
Offset Cut Patterns: The laser beam is offset from the edge of the feature and remanent material to trace an area, creating a window of removed material from the part.
Figure 1 shows an offset cut removing a rectangular piece from the tubing (laser beam diameter in blue), leaving behind the desired part.
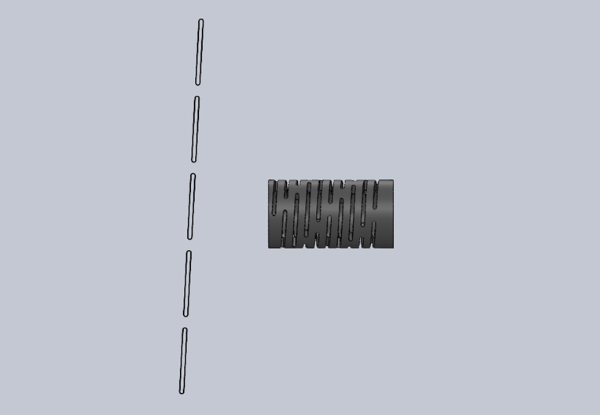
Single Line Cut Pattern: The laser follows a single pass, cutting two sides of a feature at one time to create desired patterns like interrupted spiral and brickworks – two common examples. This is an economical way to make a part, whereas offset cut patterns cut one side at a time.
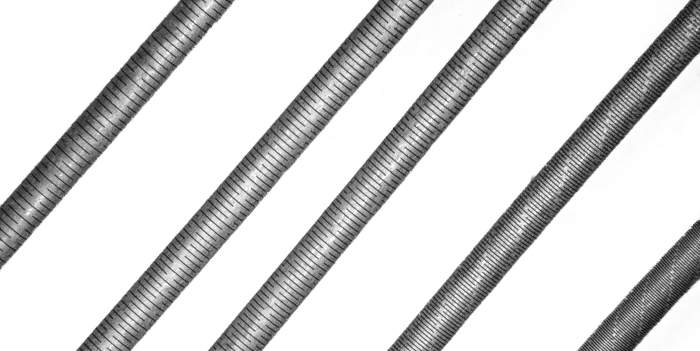
Interrupted Spiral: A spiral pattern is cut in an interrupted pattern to connect adjacent coils to each other and remnant material, as shown in Figure 2.
This can vary to influence bending flexibility, torsional strength, and axial stiffness to make the part softer or stiffer. In general, the more material removed, the softer the part will be.
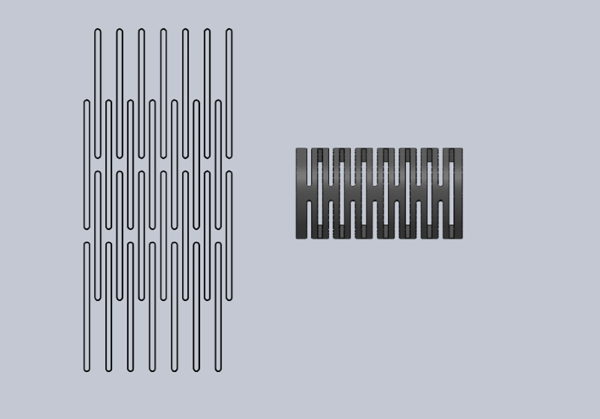
Brickworks: Named after a brick wall consisting of bricks and mortar, the “brick” part of this pattern is the removed material, while the “mortar” is the remaining material.
See Figure 3. Similar to the interrupted spiral pattern, it can vary to change bending, torsion, and axial properties.
Post-Laser Processing Cleaning
All laser-machined parts require some level of post-processing cleanup, depending on the process and component’s final intended use. Femtosecond lasers leave minimal debris, but a light vaporized material dust will adhere to the part. This is removable via ultrasonic cleaning, or if necessary, light etching. Fiber laser cuts often require more aggressive chemical cleaning to remove the metal oxides, molten material, and slag formed from melting.
FAQs
What patterns can Sublime Laser cut?
Sublime Laser can cut just about any pattern a customer requires. Simply send the team a CAD design, and they will manufacture it.
Does Sublime Laser only cut hypotubes?
No, Sublime Laser can cut more than just hypotubes. They can cut all cylindrical geometries, such as tubes, rods, wires, or mandrels.
Is Sublime Laser ISO 13485:2016 certified?
Yes, their ISO 13485:2016 certification can be viewed here.
Are all parts manufactured domestically in the US?
Yes, all of Sublime Laser’s parts are manufactured in the United States at their Salt Lake City facility.
About Sublime Laser
Sublime Laser specializes in precision laser machining of tubular components for medical devices, helping R&D teams accelerate development with reliable, ready-to-assemble parts. Using femtosecond and fiber laser technologies, they machine components from a wide range of materials, including nitinol and stainless steel.
Whether you’re prototyping complex hypotubes or scaling to production, Sublime Laser offers quick turnarounds, full lot traceability, and ISO 13485:2016-certified quality to support your design and manufacturing goals.
Explore Sublime Laser’s in-stock laser-cut hypotubes on Chamfr, available in nitinol and stainless steel and a range of diameters and patterns.
Looking for something custom? Submit an RFQ directly to Sublime Laser to start your next laser-machining project.